大型部品の検査測定で
お困りごとはありませんか?
MAKATAなら多様なニーズに対応!

航空宇宙産業
品質マネジメント認証
西日本トップクラスの
サイズと測定精度
大手メーカーから
多数受託
長いものが測れる
- 測定範囲 : X1200 × Y4200 × Z1000(mm)
- はんれい岩テーブル
- 使用可能幅 : 1590mm
- 使用可能奥行 : 4940mm
- 最大積載量 : 5000kg
深穴が測れる
- VASTgold ブローブヘッド
- 使用可能スタイラス
- Max 800mm
複雑な形状でも測れる
- 曲面評価
- 非接触 (レーザー)
- 接触多点測点 (スキャニング)
-
JISQ9100 認証
トレーサブルな設備校正年1回
-
恒温環境
クリエコ (日本スピンドル製造) 20℃ ± 1℃
AirSox -
データ活用によるリバースエンジニアリング
GeomagicDesignX
-
評価可能精度
EOMPE = 1.9 ± L/300
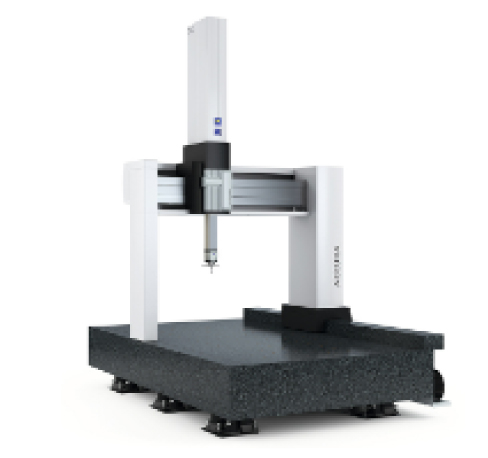
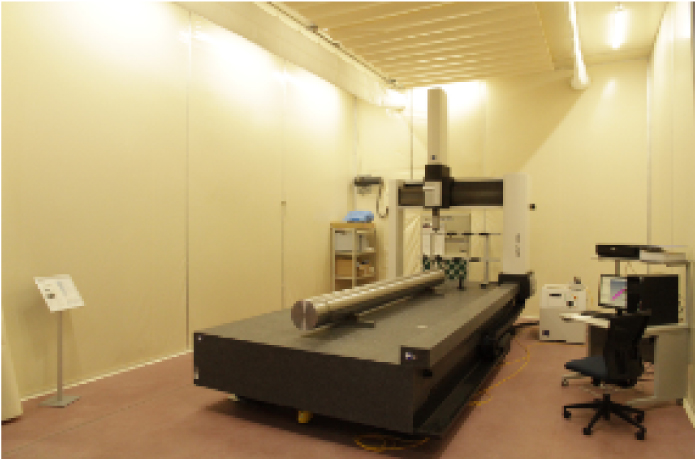
設備概要
- ・門移動型高精度高速三次元座標測定機
- ・大型ワークに対応した測定範囲を確保
測定範囲
- ・X1200 、Y4200 、Z1000
保有設備
| メーカー | 型式 | 台数 | 設備能力 |
|---|---|---|---|
| ZEISS | ACCURA | 1 | 1200 / 4200 / 1000 |
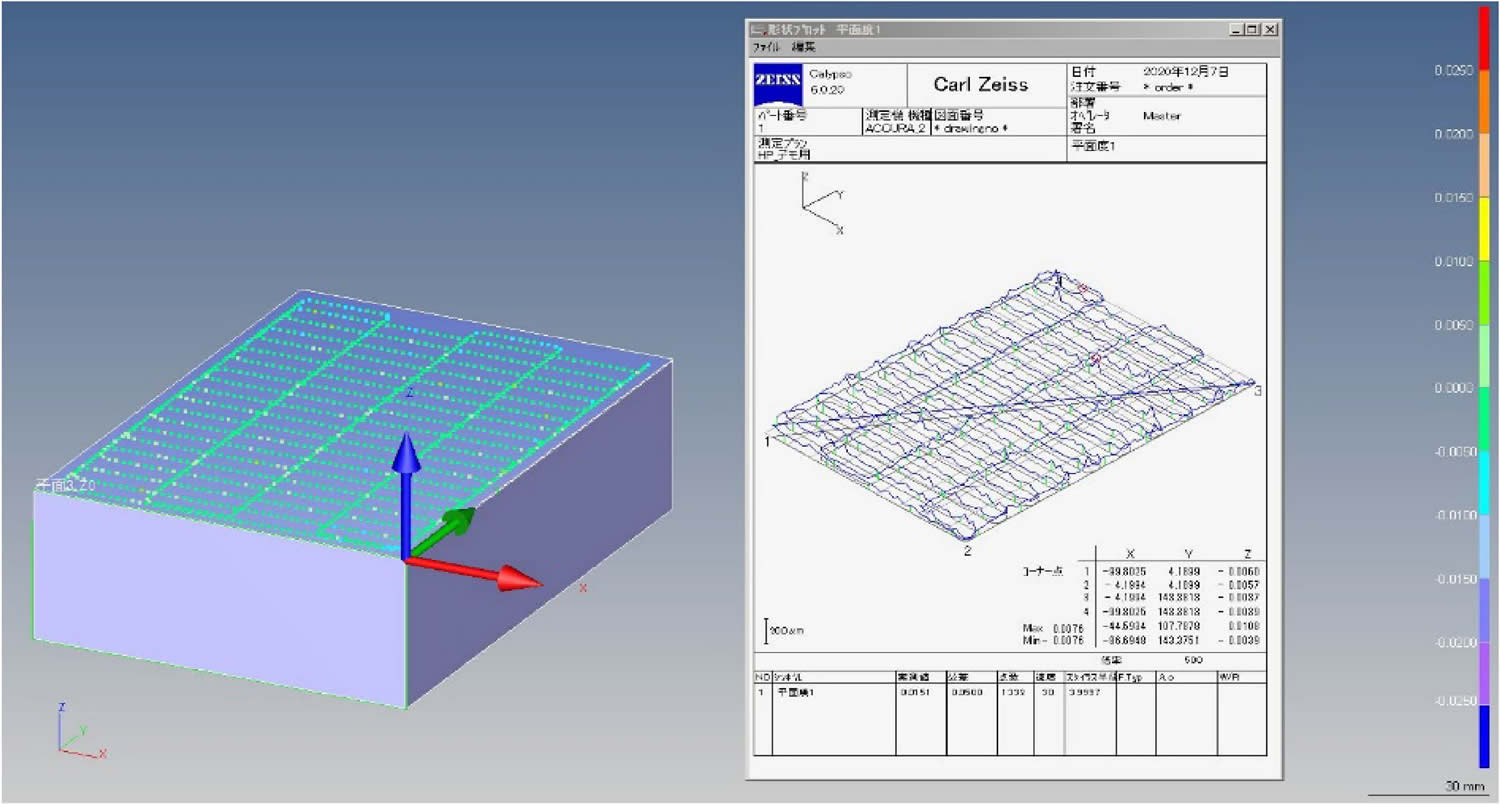
カラーマップ表示例
モデル (設計値) に対して実測値との比較が可視化できます。
まずはご相談ください!

品物のお写真と図面をお送りいただきます。

測定箇所(ポイント)のご相談をします。
測定後、
図面通りに品物が加工されているか、
誤差がどれほどあるのかをご確認いただけます。
測定事例
Works
金属加工部部品
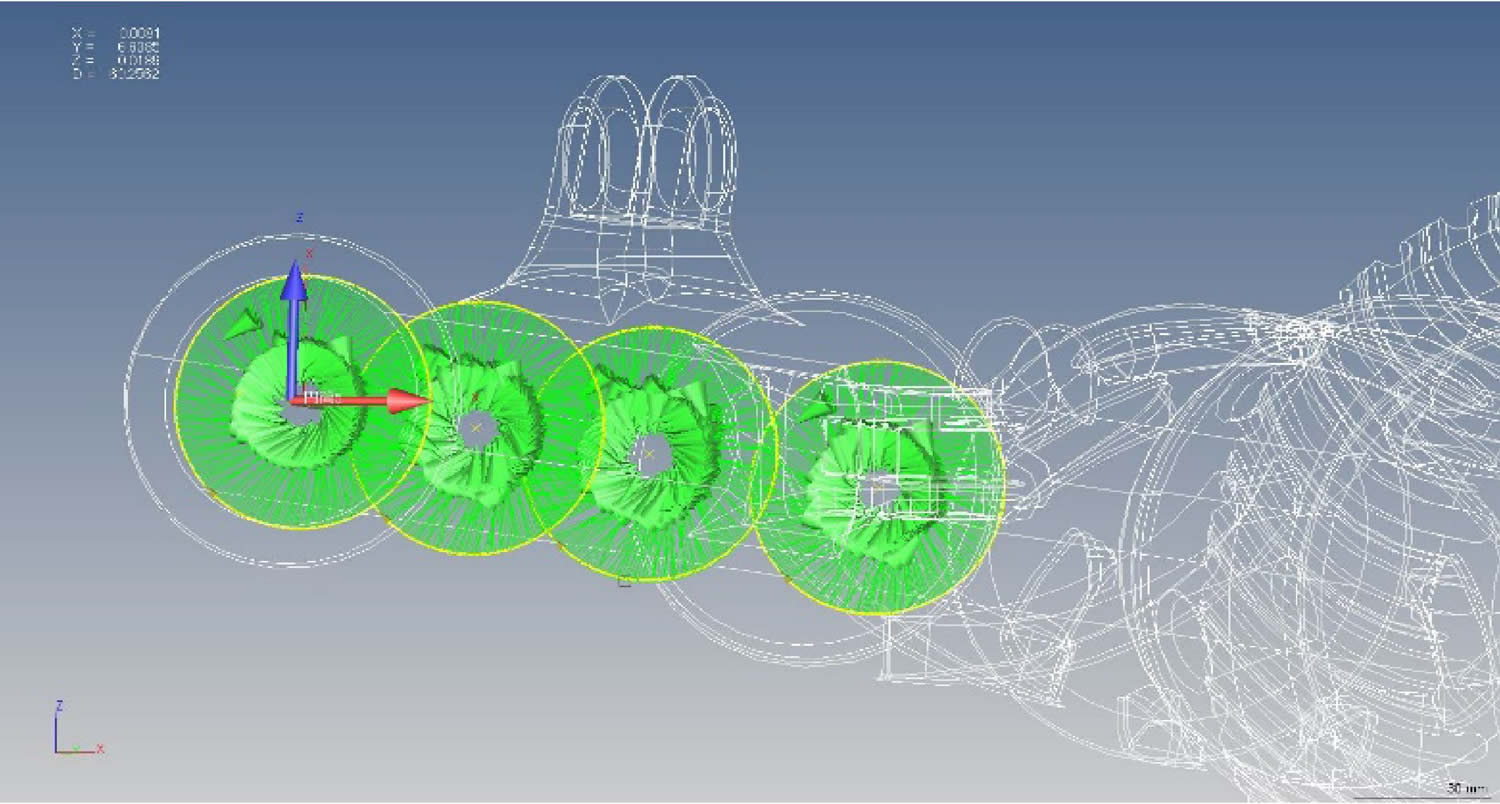
複雑形状の物曲面評価
- ・Z測定範囲(mm) : 50
- ・ワーキングディスタンス(mm) : 94
- ・測定幅(測定範囲中心部)(mm) : 50
- ・最大取得点数 : 256,000 点/秒
- ・プロ―ピングエラー MPFEPF(OT)(µm) : 20
- ・球形状標準偏差(1σ)(µm) : 5

伝統工芸品
伝統工芸品の測定
職人の手で作られたものを数値化し、データとして後世に残せます。

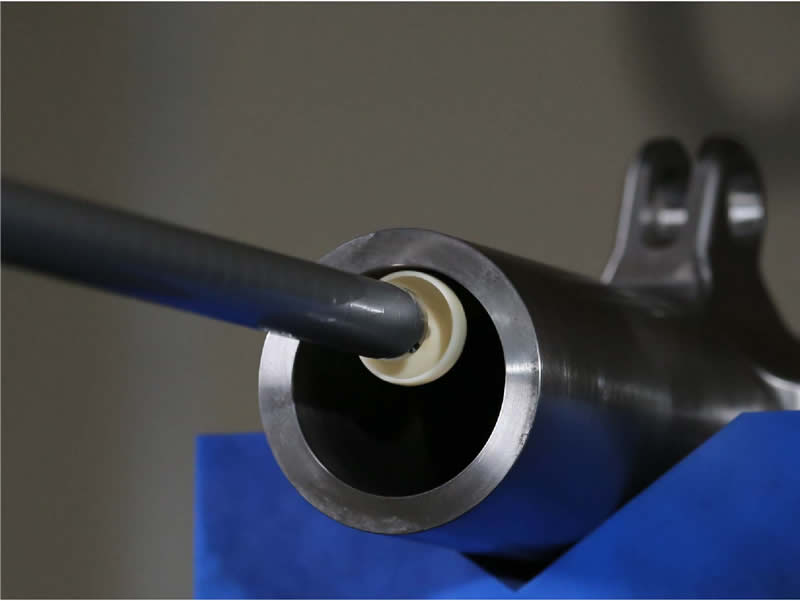
金属加工部部品
円筒の深穴の測定
使用可能スタイラス : Max 800mm/600g
金属加工部部品
長尺の金属加工の測定
測定範囲 : X1200 × Y4200 × Z1000(mm)

MAKATAは計測技術で
伝統文化の継承に貢献します。

馬潟とは中海から大橋川に入る南側の地域の名称。
10年に一度行われる日本三大船神事「松江城山稲荷神社式年神幸祭:ホーランエンヤ」発祥の地。私達は神事に使用する「櫂」などを測定し、ホーランエンヤを未来に「記録」する活動に取り組んでいます。
測定の流れ
Works Flow
1
現物・図面確認
お打ち合わせ
まずは、測定をしたい製品の図面や写真などをお送り頂いた後に、詳しくお打ち合わせをさせて頂きます。
(お急ぎの場合は、メールやお電話でも対応可能です。)
2

お見積り
お打ち合わせ後に弊社担当者より、ご提案と合わせてお見積もりをご連絡をさせて頂きます。
3

測定
(接触式・非接触式)
測定物や精度の要求などに合わせ、ラインレーザーや倣い測定等の最新鋭の設備を駆使し、測定します。
4

報告書作成
測定結果を基に報告書の作成を致します。
基本的には弊社フォーマットでのご提出となりますが、ご要望に合わせてご指定の書式にて作成することも対応可能です。
5
データ検査・ご納品
出来上がったデータを確認後、納品させて頂きます。
お問い合わせ
Contact
お仕事のご依頼・ご質問などありましたら、以下よりお問い合わせください。
お電話でのお問い合わせ
0852-37-0106
受付時間 9:00~17:00(定休日:日・月曜日)